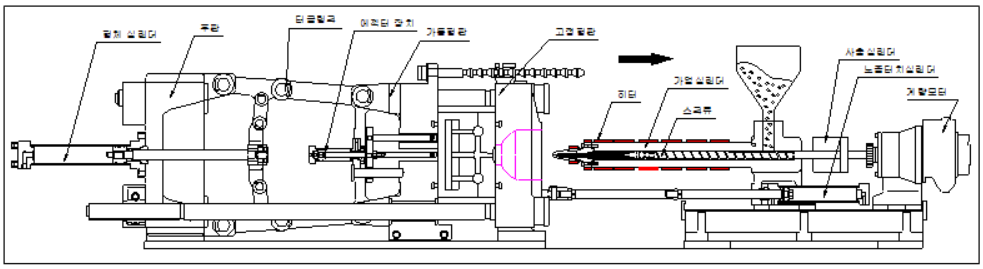
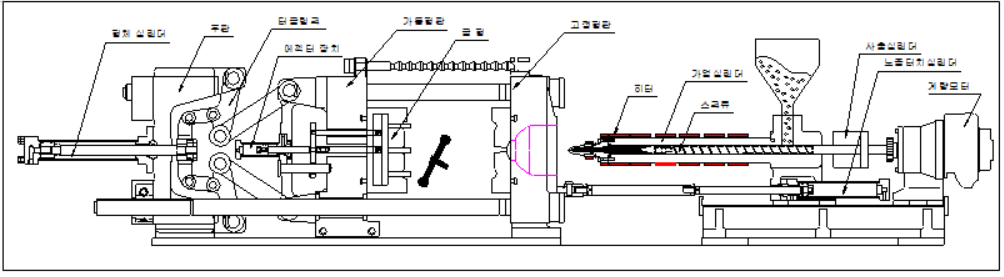
사출 성형기 기본 구성
사출 성형기의 기본 기능은 금형의 개폐를 행하고 금형안에 고압 충진되는 수지를 용융하여 이것을 사출하는 것입니다. 따라서 사출 성형기는 금형을 개폐하는 형체 장치와 수지를 용융시켜 금형내로 사출하는 사출 장치, 성형기 동작의 구동력을 제공하는 유압제어장치, 동작을 제어하는 전기제어장치로 구성되어 있습니다.
사출 성형기 동작
사출 성형기의 동작은 기계 메이커에 따라 다소 틀리지만 기본 동작은 금형이 닫히는 것부터 시작하여 성형품을 취출할 때까지 변함이 없습니다. 기본 동작외에 응용동작으로 성형품, 수지, 금형조건등에 따라 동작순서를 바꿀수도 있지만 기본동작에 대해서만 설명 하겠습니다.
1. 형폐

성형 사이클은 형폐에서 시작됩니다. 형폐의 최종부분은 약한 힘으로 닫혀지는데 이것은 금형에 성형품, BURR 혹은 이물질이 잔류되어 있으면, 그 상태에서 강한 힘으로 체결되어 금형을 손상시킬 수 있기 때문입니다.
형폐속도는 다음과 같이 제어 됩니다.
형폐 저속⇒ 형폐 고속 ⇒(형폐저속)⇒금형보호⇒형폐완료(금형터치)

전동식 사출 성형기에서는 자동 형조정에 의해 형체력이 설정되고 이동 구간에서는 압력 설정 부분이 없고 서보 모터에 의해 속도에 의한 힘이 설정됩니다.
2. 형체/노즐터치

금형터치완료후 금형을 고압으로 체결하고 사출압력에 의해 열리지 않도록 합니다.
금형에서 떨어져 대기하고 있던 사출 장치는 전진하여, 노즐이 금형의 스푸루에 밀착됩니다.
노즐터치 성형의 경우는 이 동작은 필요없습니다.
3. 사출/보압

사출 : 가열 실린더내의 용융 플라스틱을 고압 고속으로 주입한다.
형체가 완료되고 노즐 터치가 완료되면 스크류가 피스톤 역할을 하여 전진하고 스크류 실린더내의 용융플라스틱을 금형안으로 사출합니다. 이 사출압력은 매우 높기 때문에 스크류에 직결된 유압이 사출실린더를 움직여 앞으로 전진 시킨다. 금형안에 사출된 플라스틱은 고압으로 충전되기 때문에 플라스틱이 굳을 때 까지 강한 힘으로 조여줍니다.
보압 : 사출실린더안의 압력을 고압으로 유지한다.
플라스틱이 금형의 캐비티에 충전되면 금형의 온도도 냉각시킨다. 플라스틱은 냉각되면 반드시 수축한다. 수축된 상태로 고화시키면 표면에 싱크마크(Sink Mark)가 생기기도하고 내부에 기포가 남는다. 이것을 방지하기 위하여 고화하지 않은 상태에서 사출압력을 유지해 주면 수축한 만큼 플라스틱을 공급한다. 압력을 유지해 주기 때문에 보압이라고 부릅니다.

4. 가소화(스크류 회전)

금형내에 충진된 수지는 냉각되어 응고될때까지 시간이 좀 걸리므로, 이시간을 이용하여 사출 장치는 다음 사이클을 위해 필요한 만큼의 수지를 용융시키는 동작을 한다.
이동작을 가소화라 한다. 이동작은 스크류를 회전시켜 호퍼로부터 스크류의 여유부로 수지를 흡입시켜 용해하면서 스크류 실린더의 선단으로 용융수지를 모으는 동작을 말한다. 스크류는 수지를 스크류의 선단 방향으로 이송시킬때에 스크류 선단에 용융수지가 모임에 따라 조금씩 후퇴한다. 이 후퇴량을 조절함으로써 사출량을 결정할 수가 있으므로, 이 가소화 동작을 계량이라고 말할 수 있다. 또 이 가소화는 보압후 즉시 냉각과 병행하게 하는 것이 보통이다.
5. 노즐 후퇴
가소화가 끝난 사출장치는 그대로 금형에 터치되어 있으면 노즐이 금형에 의해 식어 노즐내의 수지가 굳어버릴 수가 있으므로 사출장치는 후퇴되어 다음 사이클을 위해 대기한다. 노즐 터치 성형의 경우는 이 동작이 없습니다.
6. 형개/에젝션
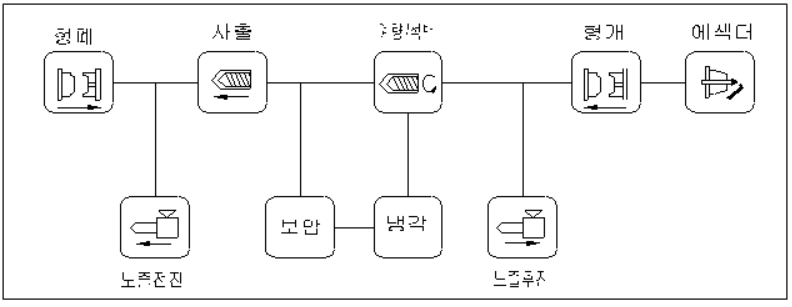
냉각이 충분히 되어, 성형품이 금형내에서 고화되고 이것을 취출해도 지장이 없는 상태로 되면, 금형이 열려지고 사출성형기의 에젝터 장치가 동작되어 금형에 설치된 돌출핀을 동작시켜 성형품을 금형으로부터 분리시킨다.
이상으로부터 표준적인 시퀜스는 다음 그림과 같다.
'Detail Technical Data' 카테고리의 다른 글
| 사출 성형기의 사출 장치 (0) | 2022.05.21 |
|---|---|
| 사출 성형기 형체장치가 뭐예요? (0) | 2022.05.20 |
| Laser Safety에 대해 알고 싶어요. (0) | 2022.05.18 |
| Laser material processing(레이저 재료 가공)은 어떻게 하나요? - 2편 (0) | 2022.05.18 |
| Laser material processing(레이저 재료 가공)은 어떻게 하나요? - 1편 (0) | 2022.05.17 |



