주형 제작
모 형
주물을 만들기 위해서는 먼저 주물의 원형인 모형을 만들어야 한다.
모형은 일반적으로 목재로 만들기 때문에 모형이라고 한다.
(1) 모형의 종류

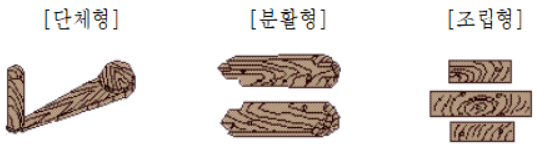
◇ 현형(solid pattern)
주물의 형상과 동일한 모양을 가진모형이며 단체, 분활, 조립형이 있다.
◇ 부분모형(section pattern)
기어나 폴리 등과 같이 모형이 비교적 크고 형상이 대칭인 경우,
이를 분활하여 중심선의 축으로 차례로 돌려가면서 전체의 주형을 완성한다.
◇ 골조모형(skeleton pattern)

주조품의 형상이 비교적 단순하고 그 형상이 클 경우 제작비를 절약하기 위하여
현형과 같은 모양을 전부 만들지 않고 중요부의 골조만을 만들고
그 간격을 점토등으로 채워서 사용하는 모형이다.
◇ 판자모형
a. 회전모형(sweeping pattern)
주물이 축을 중심으로한 회전체의 형상으로 되어 있을때 판재로 주물의 단면 일부를 만들어
중심축에 대하여 모형을 회전시켜 주형을 완성한다.
b. 고르개모형(strickle pattern)

제품의 형상이 가늘고 길며 단면이 동일할 때에는 안내판에 따라
고르개를 사용하여 주형을 만든다.
◇ 코어모형(core pattern)

파이프와 같이 속이 뚫린 중공제품을 만들때 사용하는 모래 막대를 코어라 한다.
코어를 만드는 모형을 코어 모형이라 한다.
◇ 매치 플레이트(match plate)
소형의 제품을 대량 생산할 때 사용되는 모형으로서 매치 플레이트라고 불리우는 목재한 또는
금속판의 양측에 제품의 상하면에 해당하는 형을 만들고 이것을 주형 상자 사이에 넣고 주형을 만든후
이 형판을 제거하면 주형이 완성된다.
◇ 잔형(loose piece)
모형을 주형에서 뽑아낼 수 없는 부분만을 별도로 제작하여 조립상태에서 주형을 제작하고
모형을 먼저 뽑고 주형내에 남겨두었다가 나중에 뽑는 형
(2) 모형의 요구조건과 재질
모형 재료의 기본적인 요구조건은 치스의 변화가 적고 가공이 용이하며 가격이 저렴하여야 한다.
(3) 모형의 재료
목재, 금속, 합성수지, 시멘트 등이 사용된다.
◇ 목재형 목재
- 변형이 적고 내구력이 클 것
- 질이 균일하고 가공이 용이할 것
- 목재로서의 결함이 없을 것
- 가격이 저렴할 것
| 구 분 | 용 도 | 종 류 |
| 연질목재 | 제작수량이 적을 경우 | 침엽수 : 미송, 낙엽송, 소나무 |
| 경질목재 | 제작수량이 많을 경우 | 활엽수 : 박달나무, 전나무, 벗나무 |
ㅇ 정밀한 모형에 사용하는 나왕, 티크, 마호가니 등은
- 재질이 치밀하고 가공이 쉽고 마멸이 적으나 가격이 고가이다.
◇ 금속모형
| 장 점 | 단 점 |
| - 마멸과 파손, 변형이 적다. - 주물 표면이 아름답다. - 정밀치수를 얻을 수 있다. - 제작 수량이 많을 때 사용한다. |
- 제작 비용이 많이 든다. - 부식하기 쉽다. |
- 금속재료 : 알루미늄합금, 황동, 주철, 납, 아연합금 등이 있다.
- 알루미늄합금 : 가공이 쉽고, 가벼우며, 취급이 편리하기 때문에 가장 많이 사용된다.
◇ 석고 및 시멘트
- 석고 : 응고 후에 수축 변형이 없어 복잡한 모형에 용이하나 파손되기 쉽고, 고가이다.
- 강도를 증가 시키기 위하여 섬유 또는 금속망을 넣어 모형을 제작하면 표면이 매끈 우수한 모형을 얻을 수 있다.
- 시멘트 : 모형의 무게가 무겁고, 가격이 저렴하기 때문에 대형의 동상이나 불상 등 의 모형 제작시 사용된다.
◇ 합성수지 : 프라스틱 모형 재료라고도 한다.
[장 점]
- 가볍고 견고하다.
- 마멸이 적다.
- 변형이 적다.
- 표면이 매끈하다.
- 주물사의 분리가 용이하다.
◇ 왁스
밀랍(Bees Wax)을 사용하여 모형을 만들고 이것을 주형내에 매몰, 조형한 후 밀랍을 용해하여
주형을 만드는 것으로 이 방법을 알면 로스트 왁스법(Lost Wax Process)이라고 한다.
- 밀랍 : 벌꿀 찌꺼기에 화학물질을 넣어 만든 유지
주형 제작법
주형은 사용하는 종류에 따라 모래주형과 금속주형으로 나뉜다.

- 주형의 크기 : 조립주형 > 혼성주형 > 바닥주형
(1) 바닥주형법

주물 공장 바닥을 수평으로 다진 후 밑바닥에 주형을 만드는 방법
(2) 혼성주형법대형

주물을 제작할 경우 모래바닥에 주형의 대부분을 만든 후
상부에 주형 상자를 놓아 전체 주형을 완성한다.
(3) 조립주형법

두 개 이상의 주형상자를 겹쳐 상자 가운데에서
조형하는 방법
주조 방안
주형을 만들때 탕구, 라이저(riser), 냉각쇠, 가스뽑기 등의 위치, 크기, 수량과 주입조건 등을 선정하는 일
* 라이저(riser) : 주형내에 탕의 압력을 높이기 위하여 만든 공간 부분
(1) 탕구계

쇳물을 주입하기 위하여 만든 통로를 총칭하여
탕구 또는 탕구계라 하며 쇳물받이, 탕도, 주입구로 구성되어 있다.
(2) 탕구계의 구비조건
- 쇳물을 최적온도로 주형의 각 부분을 신속하게 채울 것
- 쇳물의 흐름을 층류상태로 유지할 것
- 주물에 수축공, 균열 등의 발생을 방지토록 할 것
- 슬랙, 먼지등이 유입되지 않도록 할 것
(3) 탕구의 형상

쇳물받이는 주입시 쇳물에 섞여 있는 용재나 불순물을 끌어 들이지 않고
깨끗한 쇳물만을 흘려 보낼 수 있는 형상이어야 한다.
(4) 탕구의 크기
탕구의 크기는 단위 시간당의 쇳물 주입량에 따라서 결정된다.
| 원인 | 조치사항 |
| 쇳물의 온도가 낮고, 유동성 나쁜 경우 | 단위 시간당 유량 많게 |
| 쇳물의 온도가 높고, 유동성 좋은 경우 | 단위 시간당 유량 적게 |
| 주형이 강한 경우 | 유량 많게, 유속 크게 |
| 주형이 약한 경우 | 유량 적게, 유속 적게 |
(5) 주입시간
- 완전한 주물을 만들려면 쇳물을 적당한 속도로 주입하여야 한다.
- 만약 주입속도가 변하면 냉각속도가 변하게 된다.
- 그러므로 주입속도가 너무 빠르면 열응력이 생기고 주입속도가 너무 느리면 취성인 재질로 된다.
(6) 덧쇳물(riser)
금속은 응고될때 일반적으로 수축되므로 이로 인한 쇳물의 부족을 보충하기 위하여
주형 공동부위에 만든 탕구 모양의 것을 덧쇳물(riser)라 한다.
[덧쇳물(riser)설치시 잇점]

- 주형내의 쇳물에 압력을 준다
- 수축으로 인한 쇳물부족을 보충한다.
- 주형내의 불순물과 용재를 밖으로 내 보낸다.
- 기공의 발생과 최후에 발생하는 수축공이나 편석을 방지한다.
금속용해로 종류, 주조단계, 특수 주조법이 궁금하시다면
아래 링크를 참조하세요~!
https://crossfingerscm.tistory.com/145
'Detail Technical Data' 카테고리의 다른 글
| 주물의 결함과 검사법은 어떻게 하나요? (0) | 2022.06.29 |
|---|---|
| 금속용해로 종류와 주조단계, 특수 주조법에는 뭐가 있어요? (0) | 2022.06.28 |
| 주형제작 어떻게 하나요? (0) | 2022.06.25 |
| 용도별 금형가공의 종류와 구조를 알고 싶어요. - 2편 (0) | 2022.06.24 |
| 용도별 금형가공의 종류와 구조를 알고 싶어요. - 1편 (0) | 2022.06.23 |



