탕구계의 배치 예
양질의 다이케스팅 제품을 얻기 위해서는 분할면상에 주입구와 탕류부, 공기빼기등의 위치를 적절히 설치하여,
캐비티내에 용탕을 무리없이 충진되도록 해야 한다.

탕구의 위치와 탕류의 형상
그림 (a) 형상의 얇은 탕구에서 주입된 용탕이 한쪽벽을 따라 흘러 선단부에서 받전해서 충진되므로
캐비티내의 공기가 용탕에 말려들게 된다.
그림 (b)의 두꺼운 탕구 경우 처음에는 난류가 일어나지만 다음 순간부터 대향 벽면에 충만된 상태로 순차적으로
선단까지 이동하여 공기가 말려들 위험이 있다.

탕류부
탕류부는 탕구에서 가장 먼 곳에 설치하여 용탕을 가두어 두므로 금형의 온도 분포를 균일하게 하고
먼저 주입된 용탕이 모이게 되어 금형내를 세정하여 깨끗한 제품을 만들게 한다.
또한 캐비티 내부의 공기를 빼내어 제품의 기공을 방지하고, 용탕이 반대측 벽에 부딪쳐 역류하는 것을 방지한다.

냉간단조 가공 방법
냉간단조란 상온 혹을 재료의 재결정 온도 이하에서 공구로 재료에 압력을 가해서 공구 형상에 따라
제품을 만드는 가공법이다. 냉간단조 가공에는 압출, 업세팅(upseting), 압인 등이 있다.

만곡 레버단조형(원 히트형)
원 히트(one heat)형은 하나의 금형에 늘리기, 둥글게 하기, 굽힘, 다듬질 등의 소재 가공품을 가공 단계대로 만들어
조합한 것으로, 소재를 한 번 가열한 후 순서대로 성형하여 완성하는 다량 생산용 금형이다.

분말야금 금형의 성형법
분말을 형내에서 가압 성형할 경우 상하 양 단면간의 밀도를 균일하게 하고 압축 효과의 증대를 위해 형의 구조에 따라
여러 가지 방법이 있다. (a) 편압 방법 (b) 양압 방법 (c) 부형 방법 (d) 하향 압축 방법

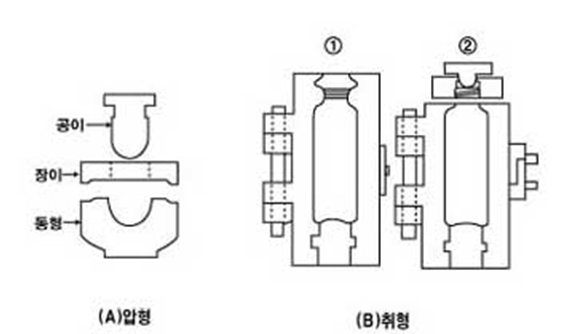
유리금형
유리 금형은 성형 방법에 따라 압형(押型)과 취형(吹型) 및 그 두가지를 병용한 형이 있다.
압형은 용융된 유리를 금형에 넣고 가압하여 성형하며 브라운관의 전면, 라이트의 렌즈, 식기류 등의 제조에 이용된다.
취형은 용융된 유리를 금형에 넣고 사람의 입이나 기계 장치로 공기를 불어넣어 부풀려서 만든다.
고무금형의 구조
트랜스퍼 금형은 트랜스퍼 포트와 플런저를 갖춘 구조로서, 포트안에 고무 소재를 넣고 플런저의 압축으로
고무를 스프루를 통해 캐비티내로 밀어 넣는다. 컴프레션(compression) 금형은 상하 2개의 플레이트로서 구성되며
소재를 캐비티에 넣고 상형을 가압하여 고무를 성형한다.

'Detail Technical Data' 카테고리의 다른 글
| 주형제작시 모형의 종류와 제작법 주조방안에 대해 알고 싶어요~! (0) | 2022.06.27 |
|---|---|
| 주형제작 어떻게 하나요? (0) | 2022.06.25 |
| 용도별 금형가공의 종류와 구조를 알고 싶어요. - 1편 (0) | 2022.06.23 |
| 주조에 의한 형 제작 방법에 대해 알고 싶어요. (0) | 2022.06.22 |
| 금속 특수 가공을 한번에 알아보는 공간 (0) | 2022.06.21 |



