이중 사출성형의 개요
이중 사출성형 기술은 주로 두 가지 종류의 색상 또는 성형 재료로 구성 되어 있는 제품을 하나의 금형에서 생산하는
기술로서 일반적으로 고가의 이중 사출성형기를 보유하고 아울러 금형도 성형기에서 작동시키기 위해 설계 구조가
복잡하고 정밀도가 높아야 하기 때문에 통상 높은 초기 투자비용이 요구되고 있다.
따라서 색상이 다른 제품의 경우에는 이중 사출성형 방법에 대한 대체방법으로서 제품설계 구조를 조립할 수 있는 구조
로 하여 각 색상의 부품에 해당되는 부품을 별도로 성형 조립하여 다른 색상을 가진 제품을 얻거나 일체로 된 구조의
제품으로 성형한 후 도료를 스크린 인쇄 또는 부분적으로 스프레이 도장하는 기술을 통해 생산하는 방법을 사용하기
도 한다. 그러나 이 도장 층은 사용에 따라 흠집이 발생되기 쉽고 접착 강도가 약하여· 품질저하를 가져올 수 있기
때문에 사용상 심한 취급이 곤란한 경우가 있으므로 용도가 제한될 수밖에 없다.
그러나 생산 코스트 면에서 유리하기 때문에 최근 저가형 키 보드의 키 패드와 같은 것은 이 방법을 사용하기도 한다.

또한 성형 재료가 다를 경우에는 재료의 수축률 차이, 조립강도 등 제한으로 인하여 조립이 원활하지 못하거나
조립 중 부품의 파손을 일으킬 수 있고 아울러 각각의 부품을 생산 조립하는 방법은 추가의 조립공정이 요구되어
비용 면에서 비경제적이기 때문에 양산 제품에는 적용하기 사용하기 어렵다.
다색 또는 다 재료 성형에 필수적으로 사용되어야 할 고가의 다중 사출 성형기 (multi-injection molding machine)에
대한 초기비용을 줄이기 위해 통상 사출성형기를 사용하여 조립 부품의 하나를 먼저 사출성형 하여 하고 이 사출성형
품을 최종 조립될 성형품의 일부로 삽입하여 그 위에 다른 재료를 덧씌우는 방법인 소위 overmolding 성형방법이
사용되기도 하나 이는 소량생산은 가능하나 대량생산이요구되는 경우에는 매 성형 사이클 마다 일차 제품을 삽입
성형하는데 따른 생산성 저하와 에너지 절약 면에서 문제점을 안고 있다.
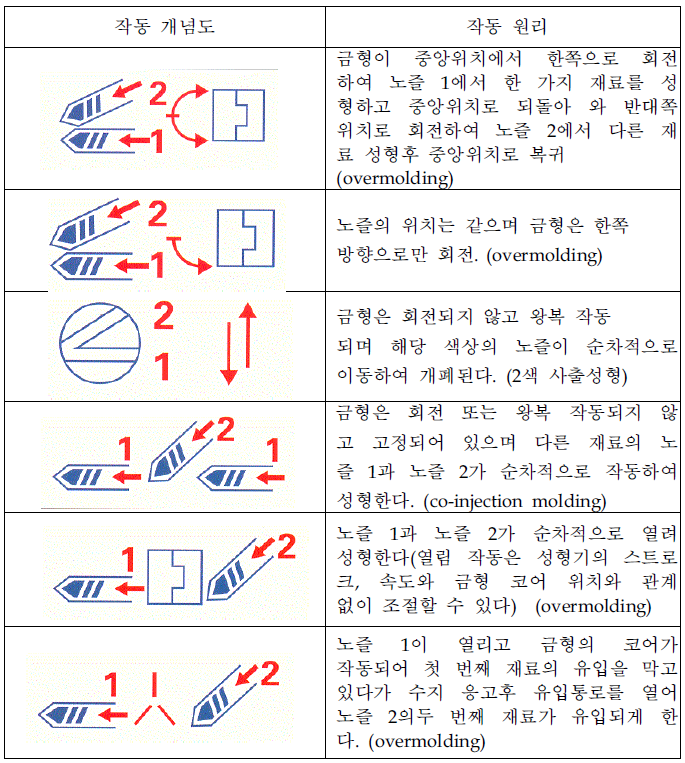
표준적인 이중 사출 성형기술은 통상 색상에 해당하는 수의 injection unit을 가지고 있는 multi-njection molding
machine을 사용하고 제품 구조가 2가지 색상또는 각기 다른 성형 재료로 된 제품의 대량생산에 적용되는 공정으로서
여기에 작용하는 금형은 앞서의 overmolding 성형방법을 기계 내에서 자동으로 수행할 수 있도록 금형 내에서 성형
cavity부를 회전시킬 수 있는 구조를 가지며 이 회전 운동은 성형기에서 회전구동을 받아 작동된다.

해당 제품으로서는 예컨대 생활용품 중 손잡이용 고무와 플라스틱으로 구성된칫솔, 전동 칫솔, 헤어브러시, 빗 등이 \
있고 외관과 강도를 요하는 ski boots (ABS+ PU), 자동차 부품으로서 조립공정을 생략하기 위한 전장부품 조립품,
도어 손잡이, 각종 차량의 후미등(後尾燈)과 같은 라이팅(lighting) 제품, 면도기 부품, 수도에 연결하는 컨넥터 등에
이르기까지 다양하며 최근에는 재료의 경제성 또는 강도 요구 때문에 플라스틱 제품의 품질 및 성형 문제 상 두께의
제약을 받는 제품에 대해 외피의 재료와 내부 재료를 달리 성형하는 이른바 co-injection molding 방법도 이 공정에
속하며 여기서는 금형은 회전되지 않고 성형기에서 다른 재료를 가열 용융 사출하는 injection unit이 2개 이상 설치
되고 이것이 전후로 이동하여 재료를 순차적으로 금형에 주입하는 방법을 이용하여 1차 사출한 재료 가 완전히
고화되기 전에 2차 사출 재료를 주입하여 1차 사출한 재료가 외측을 포위한 형태로 성형되므로서 고가의 외부 재료와
저가의 내부를 사용할 수 있어 재료비를 절약할 수 있고 두꺼운 제품도 성형할 수 있는 장점을 가진다.

아울러 gas injection 또는 water injection 이라고는 공정도 이중사출 공정의 한 가지 방법이 있는데 이는 각종 손잡이
와 같이 두꺼운 제품은 일반 성형방법으로 서는 수지냉각에 따른 수축 변형이 심하여 정확한 형상을 얻을 수 없어
성형이 불가능하나 내부가 빈 형상으로 한다면 수축 변형을 제어할 수 있어 두께가 두꺼운 제품도 성형할 수 있다.
따라서 내부를 빈 공간으로 만들기 위해 1차적으로 수지를 사출하고 2차적으로 내부에 질소 gas 또는 최근에는 물을
충전 하므로써 가벼우면서 소기의 강도를 얻는 제품에도 이 공정이 사용되고 있다.
그러나 일반적인 이중 사출성형은 multi-injection molding machine을 사용하고 이중 사출 금형에 의한 제품을
성형하는 공정을 말한다.

이 자료는 한국생산기술연구원에서 만든 소중한 자료입니다.
'Detail Technical Data' 카테고리의 다른 글
| Laser material processing(레이저 재료 가공)은 어떻게 하나요? - 2편 (0) | 2022.05.18 |
|---|---|
| Laser material processing(레이저 재료 가공)은 어떻게 하나요? - 1편 (0) | 2022.05.17 |
| 레이저 빔 전달 방법에 대해 알고 싶어요 (0) | 2022.05.13 |
| 도금시 플라스틱(ABS/PC) 표면은 어떻게 변할까요? (0) | 2022.05.12 |
| 사출 제품 도금 공정 작업 순서가 어떻게 되나요? (2편) (0) | 2022.05.07 |



