특수가공을 이용한 형 제작의 필요성 및 방법
금형은 가공 형상이 매우 다양하고 일부는 복잡한 모양을 가지고 있어 일반 기계가공으로는 가공이 곤란하거나 불가능한 경우가 많다.
또한 금형용 소재는 주로 고경도, 내마모성 재질로서 일반 절삭가공이 용이하지 않으며 열처리 등으로 가공을 더욱 곤란하게 하는 경우도 있다.
이러한 경우에 대하여 특수한 가공방법이 다양하게 개발되어 많이 활용되고 있는 방법으로서 방전 가공, 레이저 가공, 콜드 호빙, 초음파 가공, 화학 가공 등이 있다.
방전가공의 원리
전극과 공작물 사이를 절연 상태로 전압을 가하고 근접시키면 절연성 가공액이 이온화해서 절연 능력을 상실하여 방전이 튄다.
방전 전류가 흐르는 부분은 고열이 발생되고 재료의 표층이 용융되어 침식한다. 방전시간은 10-7∼ 10-3 sec 정도의 짧은 시간에 반복되며 계속적인 가공을 한다.

방전 진행 상황
(a) 전극과 공작물 사이에 전압이 걸리고 양자의 간격이 접근하면 절연성 가공액이 이온화하여 방전되어 미세한 아크주가 생긴다.
(b) 방전의 고에너지에 의해 공작물이 용융되고 가공액이 기화한다.
(c) 양자의 간격이 대단히 좁아 가공액의 가스화로 폭발력이 발생하여 용융된 부분을 가공 액중에 비산시킨다.
(d) 용융 비산된 부분은 가공액으로 냉각되어 일부는 가공액중에 떠다니고 비산되지 못한 부분은 방전점 주변에 쌓여 산을 이룬다.
방전 전극 형상 소모의 모양
방전 전극의 길이 소모비는 전극의 소모한 길이와 이에 대응하는 공작물의 가공 깊이와의 비로 표시하는데, 그림과 같은 각봉 전극으로 방전가공했을 경우의 전극소모형상은 단면과 측면, 각 부분에서의 소모길이가 다르다.
측면소모비와 각부 소모비는 관통가공용 전극 길이를 결정키 위해 중요한 자료가 된다.
가공 간극과 전극의 단면치수
그림(a)에서 직경 ψD의 전극으로 가공하면 ψ( D + 2G )의 구멍이 되며, ψD의 구멍을 얻기 위하여 ψ( D - 2G )의 전극이 필요하다.
그림 (b)와 같은 치수를 가공하기 위해서 전극의 치수는 전체를 균일하게 가공 간극만큼 빼준다. 이때 오버컷 값을 0.03㎜로 하면 전극 치수는 ( )내의 치수가 된다.
전극의 소모

전극의 소모는 실제 (a)와 같이 이루어지거나 (b)와 같은 기하학적인 형태로 가정할 때 (1) 가공물 소모량= (2) 전극 소모량= 위의 비를 체적소모비로 표시하면 체적소모비 (γ) = L/H로 된다.
단, ψD : 전극직경, ψd : 가공 출구 구멍 직경 H : 가공 두께, L : 소모 길이
전극 가공에 필요한 접합 방법
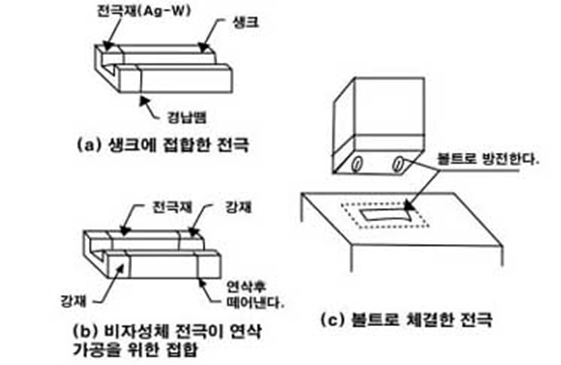
그림(a)는 전극재를 생크에 경납땜(brazing)한 경우이며 (b)는 비자성계 전극을 연삭가공할 때 자석척(chuck)에 고정하기 위해 전극 양쪽에 자성체를 덧붙인 경우이다.
덧붙인 강재는 연삭 가공후 떼어낸다. (c)는 생크에 볼트로 전극을 고정한 경우로서 방전가공시 나사부분으로 방전되어 해치지 않도록 주의한다.
간단한 전극 고정치구
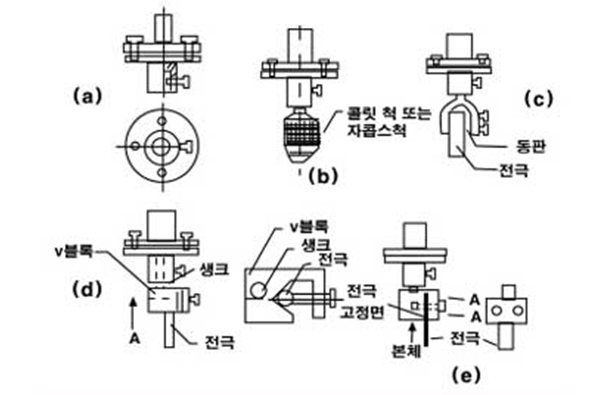
(a)는 가장 간단한 고정 치구로서 중심부에 볼이 들어 있어 조정나사로 전극을 수직으로 조정할 수 있는 볼 척(ball chuck)이다.
전극이 특히 얇은 판재일 때는 그림(e)와 같은 고정치구를 사용한다.
전극의 수직 정도 내기
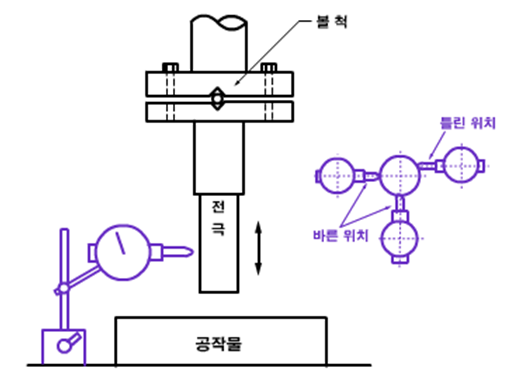
볼 척을 쓰는 경우에 전극을 고정할 때 전극의 수직도를 내야 한다.
Over Lay 1 : 전극의 수직도를 내는 방법은 인디케이터(indicator)를 전극에 접촉시키고 전극을 상하로 움직여 수직도를 조정한다.
인디케이터를 원형 전극에 접촉시킬 때에는 중심 위치에 접촉시켜야 한다.
전극 밑면의 평행도 조정
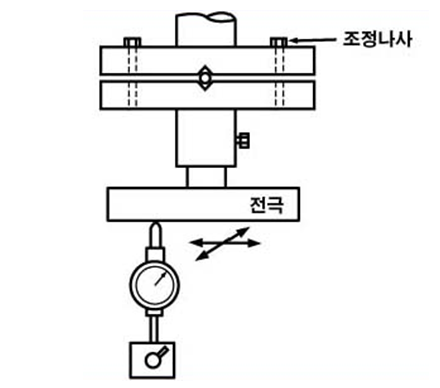
전극의 밑면이 넓고 공작물 면과 평행이 필요한 경우는 전극의 밑면을 인디케이터로 평행도 측정을 하여 조정한다.
'Detail Technical Data' 카테고리의 다른 글
| 주조에 의한 형 제작 방법에 대해 알고 싶어요. (0) | 2022.06.22 |
|---|---|
| 금속 특수 가공을 한번에 알아보는 공간 (0) | 2022.06.21 |
| CAD/CAM이 뭐예요? (0) | 2022.06.18 |
| NC 기계에 의한 형 제작에 대해 알고 싶어요 (0) | 2022.06.17 |
| 주형/적층/충진/ 주조에 대한 기초 지식- 2편 (0) | 2022.06.16 |



