레이저 가공기

레이저광(laser beam)을 집광렌즈로 모아 가공점에 맞춰 쪼이면 빛은 재료에 흡수열로 변환되어 온도가 상승하며 용융되고 더 가열시 증발된다.
이 현상을 이용하여 판재를 절단 가공하여 금형에 이용한다.
레이저에 의한 금형의 제작공정

제작 도면을 검토하여 NC레이저가공기에 프로그램을 입력해서 공구강판에서 펀치와 다이형상을 절단한다.
절단된 강판을 적당한 두께로 적층하여 펀치와 다이를 만들고, 이것을 다이세트(die set)에 적절히 고정하여 상하형이 완성된 금형을 제작한다.
콜드 호빙

콜드 호빙(cold hobbing)은 연신율이 큰 재료에 호브(hob)를 큰 힘으로 밀어 넣어 소정의 캐비티(cavity)를 만드는 방법이다.
호브는 높은 경도를 필요로 하기 때문에 담금질 경도가 크고 담금질 변형이 작은 재료가 선택된다.
블랭크(blank)는 주위를 두꺼운 링크로 둘러 싸이고 밀어 넣어진 재료의 도피 장소가 가공되어 있다.
호브의 형상

그림(a)와 같이 블랭크 표면에 접촉한 호브의 부는 충분히 솟아오르지 않으므로 블랭크의 윗 표면을 약간 볼록하게 압입하면 개선할 수 있다.
그림(b) ①과 같은 비대칭인 것은 한편의 압력이 과도하여 호브가 파손될 수 있으므로 ②와 같이 호브를 기울여서 좌우를 대칭형에 가깝게 하는 것이 좋다.
파손되기 쉬운 호브의 형상

유압프레스의 힘으로 호브를 블랭크 속에 밀어 넣는 압력은 매우 높기 때문에 호브의 형태는 일반적으로 축대칭인 것이 바람직하다.
(a)와 같은 비대칭형은 호브에 편하중이 가해져 파손할 위험이 있다. (b)와 같이 바깥쪽으로 힘이 가해지는 형태는 중심에서 파손할 위험이 있다.
핫 호빙

아연합금을 융점에 가까운 온도로 가열하여 매우 연하게 된 상태의 호빙을 핫 호빙(hot hobbing)이라 한다.
이 방법은 콜드 호빙에 비해 블랭크의 변형저항이 매우 작아 복잡한 형상의 호빙가공이 가능하다.
단, 아연합금은 경도나 인장강도가 낮기 때문에 긴 수명의 금형에는 적합하지 않고 시작형등에 이용된다.
초음파 가공의 원리
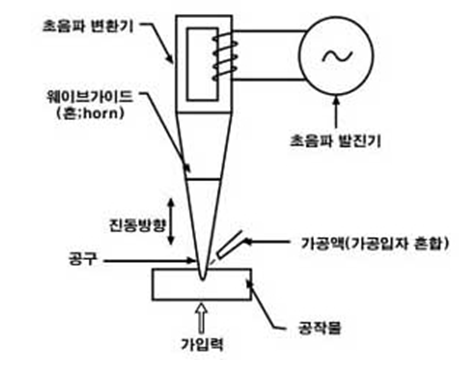
초음파가공의 원리는 초음파 발진기에 의해 초음파 변환기를 구동하여 초음파 주파수의 기계 진동을 발생시킨다.
이때 진동공구와 공작물 사이에 가공입자가 주입되어 공구의 진동 충격으로 공작물을 미세하게 파쇄하여 공구와 같은 단면 형상의 구멍 가공이 진행된다.
화학가공의 종류
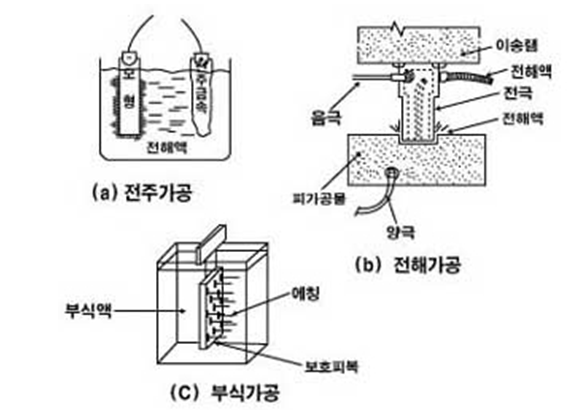
화학적인 형 제작 방법은 기계적, 전기적으로 가공하기 곤란하고 복잡한 형상을 성형하기 위한 용해, 부식 등 화학적인 방법으로 금속 또는 비금속재료를 사용하여 용착, 용해시키거나 부식시켜 금형에 사용한다.
전주의 제조공정

전주의 마스터(master)는 도금이 가능한 금속 종류는 물론 전도성을 갖지 않은 플라스틱, 에폭시, 목형, 가죽 등의 표면에 화학적 방법으로 은을 입히거나 진공증착 등의 방법으로 전도성을 갖게 하여 마스터로 사용한다.
전착된 전주품은 두께가 충분치 않으므로 강도를 보강한 후 이형하여 기계가공후 사용한다.
니켈전주 장치

전주가공은 가공성이 좋은 재질(Cu, Al 등의 합금)로 제품과 동일한 모양의 마스터를 제작하고 금형상 필요로 하는 표면조도, 무늬를 가공한다.
이 마스터에 캐비티로서 필요한 금속을 적당한 두께까지 전착하고 금형에 조립할 수 있도록 필요한 가공을 한 후 마스터와 전착물을 이형하여 사용한다.
인서트를 사용한 전착

비교적 큰 전주 캐비티를 제작하는 데에는 강도상 두꺼운 전주층이 필요하다.
따라서 전주 시간이 매우 길어지므로 전주층 사이에 금속 인서트(insert)를 넣어서 강도를 보완하고 전주시간을 단축할 수 있다.
부식방법에 의한 곱슬무늬 가공
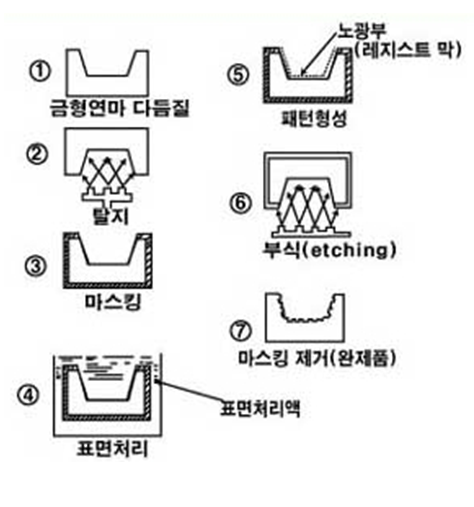
①·② 다듬질, 연마된 금형을 유기용제나 알칼리용액으로 탈지·세정한다.
③ 마스킹(masking) : 가공면이외의 부분에 내약품성 피막을 도포하여 부식되지 않도록 보호한다.
④ 가공면 표면처리 : 가공면을 산처리하여 산화피막을 완전히 제거한다.
⑤ 패턴형성 : ㉠ 가공면상에 감광액을 균일하게 도포 ㉡ 소요 무늬의 필름을 가고면상에 밀착시켜 노광
㉢ 도포된 감광액을 현상액 처리 ㉣ 수세하여 노광부분 이외는 씻겨 나간다. 남은 감광부를 건조, 경화시킨다.
⑥ 부식 : 부식액에 담그거나 산포하여 부식되지 않은 레지스트(resist)막이외 부분을 침식 가공
'Detail Technical Data' 카테고리의 다른 글
| 용도별 금형가공의 종류와 구조를 알고 싶어요. - 1편 (0) | 2022.06.23 |
|---|---|
| 주조에 의한 형 제작 방법에 대해 알고 싶어요. (0) | 2022.06.22 |
| 형상 방전가공 이렇게 이해하면 됩니다. 1편 (0) | 2022.06.20 |
| CAD/CAM이 뭐예요? (0) | 2022.06.18 |
| NC 기계에 의한 형 제작에 대해 알고 싶어요 (0) | 2022.06.17 |



